
|
|
|
ГОСТ 24182-80. Рельсы железнодорожные широкой колеи типов Р75, P65 и Р50 из мартеновской стали. (СТ СЭВ 4983-85). Технические условия. Open-hearth steel rails, P75, P65 and P50 types, for wide gauge railways. Specifications.Взамен ГОСТ 8160-63 ГОСТ 6944-63 Постановлением Государственного комитета СССР по стандартам от 21 мая 1980 г. № 2271 срок введения установлен с 01.07.81 Проверен в 1985 г. Постановлением Госстандарта от 27.09.85 № 3119 срок действия продлен до 01.07.91 Снято ограничение срока действия с 01.02.93 Несоблюдение стандарта преследуется по закону Настоящий стандарт распространяется на незакаленные по всей длине рельсы типов P75, P65 и P50 (далее — рельсы), изготовленные из мартеновской стали и предназначенные для укладки на железных дорогах широкой колеи. Стандарт полностью соответствует СТ СЭВ 4983-85. (Измененная редакция, Изм. № 3). 1. Технические требования1.1. Рельсы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. Конструкция и размеры рельсов — по ГОСТ 7174-75, ГОСТ 8161-75 и ГОСТ 16210-77. 1.1.1. Рельсы должны изготовляться групп I и II. Рельсы I группы должны быть изготовлены из спокойной мартеновской стали, раскисленной в ковше комплексными раскислителями без применения алюминия или других раскислителей, образующих в стали вредные строчечные неметаллические включения. 1.1.2. Рельсы II группы должны быть изготовлены из спокойной мартеновской стали, раскисленной алюминием или марганец-алюминиевым сплавом. 1.2. Химический состав стали должен соответствовать нормам, указанным в табл. 1. Таблица 1
Примечания:
1.3. Механические свойства стали для рельсов групп I и II при испытаниях на растяжение должны соответствовать нормам, указанным в табл. 2. Таблица 2(Измененная редакция, Изм. № 2, 3). 1.4. Рельсы из стали с содержанием углерода выше среднего относятся к твердым. Рельсы из стали, содержание углерода в которых равно или ниже среднего значения, относятся к нормальным. 1.5. Технология изготовления рельсов должна гарантировать отсутствие в них флокенов, а также местных неметаллических включений (глинозема, карбидов и нитридов титана или глинозема, сцементированного силикатами), вытянутых вдоль направления прокатки в виде дорожек-строчек длиной более 2 мм для рельсов группы I и длиной более 8 мм для рельсов группы II. Примечание Глиноземом, сцементированным силикатами, следует считать строчки глинозема длиной до 2 мм для рельсов группы I и до 8 мм — для рельсов группы II, которые находятся в пределах строчек силикатов. Длина строчек силикатов при этом не учитывается. 1.6. Общая вытяжка при прокатке рельсов из слитка должна быть не менее 35. Обжатый слиток (блюмс) и прокатанная из него рельсовая полоса должна быть обрезана до полного удаления усадочной раковины, подусадочной рыхлости и вредной ликвации. В рельсах не должно содержаться также и других вредных неоднородностей макроструктуры (пятнистой ликвации, заворотов корки, белых и темных пятен, черновин, свищей, инородных металлических и шлаковых включений и т. п.). 1.7. Поверхность головки рельса на его концах должна быть подвергнута закалке с прокатного нагрева или с индукционного нагрева токами высокой частоты. Рельсы, предназначенные для сварки или других специальных целей, по требованию потребителя допускается изготовлять длиной не менее 6,0 м без закалки одного или обоих концов. При закалке концов рельсов должны быть обеспечены:
1.8. Рельсы после полного остывания могут быть подвергнуты холодной правке на роликоправильных машинах и штемпельных прессах. Перед холодной правкой допускается равномерная общая по всей длине кривизна рельсов в вертикальной и горизонтальной плоскостях со стрелой прогиба не более 1/60 длины рельса. 1.9. После холодной правки допускаются:
Не допускаются:
(Измененная редакция, Изм. № 3). 1.10. Поверхность рельса должна быть без раскатанных загрязнений, пузырей, трещин, рванин, плен, скворечников, раковин, закатов, морщин, подрезов, рябизны, рисок и отпечатков. На поверхности рельсов допускаются:
1.11. Концы рельсов должны быть отфрезерованы перпендикулярно продольной оси рельса. Перекос торцов не должен быть более 1,0 мм при измерении в любом направлении. Обрубать и ломать дефектные концы рельсов не допускается. Болтовые отверстия на концах рельсов должны быть просверлены перпендикулярно к вертикальной продольной плоскости рельса. Поверхности болтовых отверстий и торцов рельсов должны быть без рванин, задиров и следов усадки в виде расслоений и трещин. Заусенцы и наплывы металла у болтовых отверстий и на торцах рельсов должны быть удалены зачисткой. 1.12. Пробный отрезок рельса для копровых испытаний должен выдержать при температуре от 0°С до плюс 40°С испытание на удар без излома, трещин и выколов подошвы (как в пролете, так и на опорах). 1.13. Пробный отрезок рельса для испытания на прочность подошвы должен выдержать без трещин или излома статическую нагрузку до получения стрелы прогиба 4,0 мм. 1.14. Рельсы, соответствующие всем требованиям пп. 1.1-1.12, относят к первому сорту. 1.15. Ко второму сорту относят рельсы, имеющие хотя бы одно из следующих отклонений от требований пп. 1.1-1.12:
1.14, 1.15. (Измененная редакция, Изм. № 2). 1.15а. Рельсы группы I, имеющие отклонения от установленных табл. 1 содержания ванадия, титана и циркония (кроме указанных в п. 1.15) и соответствующие требованиям пп. 1.1; 1.3-1.12 настоящего стандарта, относить к рельсам первого сорта группы II. 1.16. Для укладки на магистральных путях Министерства путей сообщения не допускаются: рельсы второго сорта типов Р75 и Р65 с раскатанными загрязнениями, пузырьками и трещинами на средней трети низа подошвы глубиной более 0,3 мм; рельсы второго сорта типа Р50. 2. Правила приемки2.1. При сдаче и приемке для проверки соответствия изготовленных рельсов требованиям настоящего стандарта должен производиться контроль:
2.2. Приемо-сдаточные испытания рельсов проводят поплавочно. Если сталь выплавляют в печах большой емкости и разливают в два и более ковша, каждый ковш считают самостоятельной плавкой. Рельсы из слитков одной и той же плавки, прокатанные в разное время, подвергают приемо-сдаточным испытаниям как рельсы разных плавок. 2.3. Контролю состояния поверхности, прямолинейности, размеров рельсов и болтовых отверстий должен подвергаться каждый рельс. Рельсы, упавшие с высоты более 1,0 м, считают не соответствующими требованиям настоящего стандарта. 2.4. При несоответствии химического состава стали хотя бы по одному элементу требованиям пп. 1.2 и 1.15 все рельсы такой плавки считают не соответствующими требованиям настоящего стандарта. 2.5. При удовлетворительных результатах первичного или повторного испытания на растяжение (пп 1.3 и 1.15) все рельсы контролируемой плавки считают соответствующими требованиям настоящего стандарта. При несоответствии результата повторного испытания на растяжение хотя бы у одного образца требованиям п. 1.3 или 1.15 все рельсы контролируемой плавки должны быть признаны не соответствующими требованиям настоящего стандарта. 2.6. При удовлетворительных результатах первичного или повторного испытания на удар под копром (п. 1.12) все рельсы данной плавки считают соответствующими требованиям настоящего стандарта. При получении неудовлетворительного результата повторного испытания на удар под копром в отношении хотя бы одного пробного отрезка головную (усадочную) часть длиной 12,5 м всех первых головных рельсов (с клеймом»1») такой плавки считают не соответствующими требованиям настоящего стандарта. При удовлетворительных результатах третьего испытания на удар под копром (п. 1.12) все рельсы такой плавки, кроме головной (усадочной) части длиной 12,5 м всех первых головных рельсов (с клеймом»1»), считают соответствующими требованиям настоящего стандарта. При неудовлетворительном результате третьего испытания на удар под копром в отношении хотя бы одного пробного отрезка все рельсы данной плавки считают не соответствующими требованиям настоящего стандарта. По требованию инспектора МПС должно проводиться исследование сломавшихся при копровых испытаниях пробных отрезков для выявления причин хрупкости рельсов. 2.7. Поплавочному макроконтролю подвергают отобранные инспектором МПС пробы — по одной от донного (с клеймом»Х») и головного (с клеймом»1») рельсов каждой плавки. При устойчивых удовлетворительных результатах макроконтролю разрешается подвергать только рельсы каждой десятой плавки. Устойчивыми удовлетворительными результатами считают такие, при которых у четырех подряд подвергнутых контролю плавок не обнаруживается дефектов макроструктуры. 2.8. В случае обнаружения при поплавочном макроконтроле (пп. 3.6-3.10) в головных рельсах (с клеймом»1») остатков усадочной раковины, подусадочной рыхлости, вредной ликвации, заворотов корок, предприбыльных загрязнений, расслоений, пятнистой ликвации, все первые головные рельсы контролируемой плавки считают не соответствующими требованиям настоящего стандарта. В случае обнаружения при поплавочном макроконтроле донных рельсов (с клеймом»Х») инородных металлических и неметаллических включений (засоров), подкорковых пузырей, утяжки, белых и темных пятен (корок), все донные рельсы контролируемой плавки должны быть признаны не соответствующими требованиям настоящего стандарта. Допускается подвергать головные и донные рельсы поштучному макроконтролю и рассортировке. При обнаружении пятнистой ликвации и других (не головных с клеймом»1») рельсах все рельсы контролируемой плавки должны быть признаны не соответствующими требованиям настоящего стандарта. 2.9. Головные (с клеймом»1») и донные (с клеймом»Х») рельсы, у которых при поштучном контроле обнаружится макроструктура, не отвечающая требованиям п. 1.6, должны быть признаны не соответствующими требованиям настоящего стандарта. 2.10. Контролю на отсутствие в рельсах местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде строчек-дорожек (п. 1.5), должны подвергаться отобранные инспектором МПС 6 проб от головных и донных рельсов любой одной плавки из каждых тридцати прокатанных плавок. 2.11. Рельсы группы I тех плавок, при контроле которых хотя бы на одном из шлифов были обнаружены местные скопления неметаллических включений в виде строчек-дорожек (п. 1.5) длиной более 2,0 мм, но не более 8,0 мм, относят к рельсам первого сорта группы II. 2.12. Рельсы групп I и II тех плавок, у которых хотя бы на одном из шлифов были обнаружены местные скопления неметаллических включений в виде строчек-дорожек длиной более 8,0 мм, относят к рельсам второго сорта. 2.13. Рельсы, не прошедшие замедленного охлаждения или изотермической обработки для предотвращения образования флокенов, а также прошедшие такую обработку с нарушением режимов, обеспечивающих отсутствие флокенов, считают не соответствующими требованиям настоящего стандарта. В случае обнаружения флокенов в рельсах, прошедших замедленное охлаждение или изотермическую обработку, все рельсы данной плавки считают не соответствующими требованиям настоящего стандарта. 2.14. Если результаты контроля твердости закаленных концов рельсов не соответствуют требованиям п. 1.7, допускается: рельсы плавки, контрольные рельсы которой показали твердость поверхности закаленных концов менее НВ 311 — принять в соответствии с п. 1.7 как рельсы с незакаленными концами или подвергнуть концы всех рельсов этой плавки однократной повторной закалке; рельсы плавки, контрольные рельсы которой показали твердость закаленных концов более НВ 401, подвергать дополнительной термической обработке в виде отпуска или однократной повторной закалке концов, при этом рельсовые концы должны быть удалены обрезкой: если повторной термической обработки их не производилось или в результате ее твердость этих концов оказалась более НВ 401, производить поштучно рассортировку рельсов по твердости концов Рельсы каждой плавки после повторной термообработки концов должны подвергаться испытаниям в соответствии с пп. 3.13-3.17. 2.15. Если при контроле закаленного слоя хотя бы у одного из темплетов (пп. 3.13-3.17) или при внешнем осмотре закаленных концов рельсов будут обнаружены структура перегрева, участки мартенсита, закалочные трещины или закалка других элементов профиля, кроме поверхности головки, рельсы этой плавки или части плавки, проходившей закалку на данной закалочной установке, назначают в обрезку концов и устанавливают поплавочный контроль закаленных концов рельсов впредь до получения устойчивых удовлетворительных результатов, после чего вводят контроль в соответствии с пп. 3.13-3.17. Устойчивыми удовлетворительными результатами считают такие, при которых в течение суток при поплавочном контроле закаленных концов рельсов не будет обнаружено отклонений от требований п. 1.7. 2.16. В случае отступлений от правильной конфигурации закаленной зоны, не опасных для работы рельсов, эти рельсы допускается принимать в соответствии с п. 1.7 как рельсы с незакаленными концами. Неопасными для работы рельсов отступлениями от правильной конфигурации закаленной зоны считают:
2.17. Испытание на прочность подошвы статической нагрузкой (п. 1.13) является факультативным. 2.18. Контроль за качеством изготовления рельсов и сдачу их производит отдел технического контроля предприятия-изготовителя. Техническую приемку рельсов производит инспектор МПС. 2.19. Инспектору МПС предоставляется право выборочно контролировать технологию изготовления рельсов, отбирать пробы от рельсов любой плавки и производить совместно с отделом технического контроля предприятия-изготовителя необходимые дополнительные испытания и проверку качества изготовленных рельсов. Типовые технологические инструкции на всех стадиях изготовления рельсов должны утверждаться Министерством СССР и сообщаться Министерству путей сообщения. 3. Методы испытаний3.1. Прямолинейность (п. 1.9), размеры и болтовые отверстия (пп. 1.1, 1.11) каждого рельса следует проверять соответствующими инструментами и шаблонами предприятия-изготовителя, согласованными с инспектором МПС. В необходимых случаях прямолинейность рельсов должна измеряться на контрольном стеллаже при опирании рельса на подошву. Контроль состояния поверхности и торцов каждого рельса (пп. 1.10; 1.11) следует проводить внешним осмотром. В необходимых случаях наличие и глубину поверхностных дефектов и расслоений в торцах проверяют пробной вырубкой или другим способом, гарантирующим правильность определения. Расслоение или раздвоение стружки при вырубке считают признаком дефекта. 3.2. Определение содержания в стали (п. 1.2) углерода — по ГОСТ 22536.1-77, марганца — по ГОСТ 22536.5-87, кремния — по ГОСТ 22536.4-77, фосфора — по ГОСТ 22536.3-77, серы — по ГОСТ 22536.2-87, мышьяка — по ГОСТ 22536.6-77, ванадия — по ГОСТ 22536.12-77, титана — по ГОСТ 22536.11-87, циркония — по ГОСТ 12365-84. Отбор проб для определения плавочного химического состава стали рельсов производят по ГОСТ 7565-81. По требованию инспектора МПС производят контрольный химический анализ отобранного им рельса, при этом для анализа берут стружку, полученную посредством строжки торца рельса по всему поперечному сечению. 3.3. Испытания на растяжение (п. 1.3) следует проводить по ГОСТ 1497-84 на пропорциональных цилиндрических образцах диаметром do = 15 мм с расчетной длиной lо = 150 мм, которые должны вытачиваться вдоль направления прокатки возможно ближе к поверхности из верхнего угла головки рельсовой заготовки. Первичному испытанию следует подвергать один образец, для которого рельсовая заготовка по выбору инспектора МПС отбирается в горячем состоянии от головного конца одной из рельсовых полос из десяти прокатанных на рельсы плавок или от головного конца головного рельса с клеймом»1» после удаления закаленного конца. Если результат первичного испытания не соответствует требованиям п. 1.3, производят повторное испытание двух образцов из двух других заготовок, отобранных инспектором МПС от двух рельсов с клеймом»1» той же плавки после удаления их закаленных концов. Рельсовые заготовки должны быть заклеймены номером плавки и клеймом инспектора МПС. 3.4. Для первичного испытания рельсов на удар под копром (п. 1.12) от одной из рельсовых полос каждой плавки по выбору инспектора МПС вслед за нормальной обрезью усадочного конца полосы или из головного рельса с клеймом»1» после удаления закаленного конца следует вырезать пробный отрезок длиной 1,3 м, который клеймят номером плавки и клеймом инспектора МПС. 3.5. Пробный отрезок рельса укладывают головкой кверху на опоры с радиусом закругления 125 мм и расстоянием между ними 1 м и ударяют один раз бабой массой 1000 кг (с бойком, закругленным по радиусу, равному 125 мм), падающей с высоты:
Результаты измерения стрелы прогиба не являются причиной забраковывания рельсов, но могут послужить основанием для испытания стали на растяжение. Если результаты первичного испытания на удар под копром не удовлетворят требованиям п. 1.12, то от усадочного конца рельса, от которого отбиралась проба для первичного испытания, и от усадочного конца другого головного рельса той же плавки, берут по одному пробному отрезку для повторного копрового испытания. В случае неудовлетворительных результатов повторного испытания в отношении хотя бы одного из этих отрезков, третьему испытанию подвергают два пробных отрезка, взятых от тех же рельсов на расстоянии от их усадочных концов не более 12,5 м. 3.6. Пробы для поплавочного макроконтроля рельсов (п. 1.6) следует отрезать от головных и донных рельсовых полос в горячем состоянии вслед за нормальной обрезью их усадочного и донного концов или от усадочного конца первого головного рельса с клеймом»1» и от донного конца последнего рельса из слитка с клеймом»Х». 3.7. Для выявления макроструктуры из отобранных проб (п. 3.6) методами холодной обработки (строжки, шлифовки) в соответствии с ГОСТ 10243-75 изготовляют поперечные макротемплеты полного сечения рельса. 3.8. Макроструктуру рельсов (п. 1.6) следует выявлять глубоким травлением в горячем (60-80°С) водном (50%) растворе соляной кислоты. Макротемплеты для глубокого травления загружают в водный раствор кислоты в горячем (до 60-80°С) состоянии контролируемой поверхностью вверх. Слой водного раствора кислоты над контролируемой поверхностью макротемплета должен быть не менее 2 см. Травление макротемплетов следует производить до полного выявления макроструктуры, но не менее 20 мин. 3.9. При поштучном контроле макроструктуры рельсов отбор проб, изготовление макротемплетов, выявление макроструктуры — следует производить в соответствии с пп. 2.8, 3.6-3.8. Допускается производить выявление макроструктуры снятием серных отпечатков по Бауману непосредственно с торцов контролируемых рельсов после соответствующей подготовки. 3.10. Оценку макродефектов и структур перегрева закаленного слоя на концах рельсов следует производить по образцам, согласованным предприятием-изготовителем с МПС.
Примечание к чертежу. Отклонение от параллельности поверхностей А и Б — не более 0,1 мм. 3.12. За местное скопление неметаллических включений в виде строчек-дорожек (п. 1.5) принимают видимую на полированной поверхности шлифа группу точечных или сплошных включении, вытянутых вдоль направления прокатки. При оценке длины строчек-дорожек под металлографическим микроскопом (при увеличении 90-110х) или бинокулярным микроскопом (при меньших увеличениях) разорванную строчку оценивают как сплошную, если:
3.13. Твердость поверхности закаленных концов (п. 1.7) рельсов следует определять по ГОСТ 9012-59 на средней продольной линии поверхности катания и на расстоянии не менее 20 мм от торца рельсов. Допускается определять твердость неразрушающими методами контроля. Твердость поверхности закаленных концов рельсов при закалке с прокатного нагрева следует определять на каждом конце трех рельсов или на одном конце шести рельсов, отобранных инспектором МПС от каждой плавки. При закалке концов рельсов с индукционного нагрева токами высокой частоты твердость определяют на обоих концах трех рельсов, отобранных инспектором МПС от каждой плавки. Место для определения твердости должно быть полого зачищено, без ожогов и подкалки на глубину до 0,8 мм. При получении неудовлетворительного отпечатка разрешается на том же рельсе произвести повторное определение твердости двумя отпечатками, причем их числа твердости должны находиться в пределах, предусмотренных п. 1 7. 3.14. Для контроля правильности конфигурации закаленной зоны, структуры закаленных концов и отсутствия закалочных трещин на одном рельсе одной плавки из пятидесяти по выбору инспектора МПС отбирают две пробы длиной по 100-200 мм, которые должны быть заклеймены номерами плавки и клеймом инспектора МПС. Из отобранных проб методами холодной обработки (строжки, шлифовки) в соответствии с ГОСТ 10243-75 изготовляют один продольный темплет головки рельса, поверхность которого совпадает с плоскостью симметрии, и один поперечный темплет полного сечения. До вырезки темплетов на поверхности рельсовой головки отобранных проб измеряют твердость по Бринеллю по ГОСТ 9012-59. Отпечатки замеров твердости должны располагаться в три ряда в шахматном порядке через каждые 20 мм на длине не менее 100 мм. Примечание. На предприятиях-изготовителях, где более 70% изготовляемых рельсов подвергают закалке по всей длине, допускается производить контроль закаленных концов не термообработанных по всей длине рельсов не реже двух раз в месяц независимо от числа плавок. 3.15. Контроль длины, глубины и расположения по всей длине закаленной зоны, постепенного перехода закаленного металла к незакаленному (п. 1.7) производят измерениями твердости по Роквеллу по ГОСТ 9013-59, шкала С:
3 16. Конфигурацию закаленной зоны и закалочных трещин (п. 1.7) следует проверять после измерения твердости (пп. 3.15, 3.16) травлением поперечного и продольного темплетов в 15%-ном водном растворе азотной кислоты. 3.17. Для контроля макроструктуры и отсутствия перегрева закаленного слоя на рельсовых концах (п. 1.7) следует отбирать один микрошлиф из той же пробы, из которой вырезают поперечный темплет (п. 3.14). Микрошлиф следует вырезать по оси симметрии головки рельса на всю глубину закаленного слоя и зоны перехода закаленного металла к незакаленному. 3.18. Контроль рельсов на флокены (п. 1.5) следует производить ультразвуковой дефектоскопией или путем глубокого травления продольных темплетов длиной (200±20) мм, вырезаемых по вертикальной плоскости симметрии рельса. Порядок отбора проб, методика выявления флокенов и частота контроля рельсов на флокены устанавливаются инструкциями, согласованными предприятием-изготовителем с инспектором МПС. 3.19. Испытанию на статический прогиб подошвы (п. 1.13) следует подвергать один пробный отрезок рельса длиной (100±10) мм, отбираемый по указанию инспектора МПС от донного конца последнего рельса из слитка десятой плавки. При отсутствии достаточно мощных прессов допускается испытание двух отрезков длиной до (50±5) мм. При испытании пробный отрезок рельса, заклейменный номером плавки и клеймом инспектора МПС, следует устанавливать краями подошвы на две роликовые опоры. Расстояние между осями опор должно быть:
3.20. Результаты приемочного контроля качества рельсов должны оформляться актами, подписанными представителем предприятия-изготовителя и инспектором МПС. 4. Маркировка4.1. На одной стороне, на средней линии шейки, каждого рельса должны выкатываться выпуклые (не менее 1 мм) с плавным переходом к поверхности шейки цифры и буквы высотой от 30 до 40 мм в следующем порядке:
4.2. На шейке вдоль оси каждого рельса (на той же стороне, где выкатаны выпуклые знаки) должны быть нанесены в горячем состоянии:
(Измененная редакция, Изм. № 2, 3). 4.3. Клейма, наносимые на шейку горячего рельса, должны быть высотой 12,0 мм и углублены в тело на 0,8-1,5 мм. Они должны быть четкими, без острых очертаний контура знаков и их вершин. Расстояние между знаками должно быть 20-40 мм. Не допускается:
4.4. По окончании отделки рельсов на один торец конца рельса путем клеймения в холодном состоянии должны быть нанесены:
4.5. На каждый принятый рельс первого и второго сортов должны быть нанесены в холодном состоянии:
4.6. На принятые рельсы первого сорта должна быть нанесена маркировка обводкой приемочных клейм по контуру головки несмываемой краской: голубого цвета — у рельсов группы I; белого цвета — у рельсов группы II. Принятые рельсы первого сорта дополнительно должны маркироваться: с закаленными концами — поперечной полосой шириной около 20 мм, наносимой на поверхность головки рельса на расстоянии около 0.5 м от торцов с приемочными клеймами несмываемой краской;
4.7. Торец подошвы и половина торца шейки принятых рельсов второго сорта должны быть окрашены красной несмываемой краской, а на обоих торцах этих рельсов должно выбиваться по два керна. 4.8. На обоих торцах головки рельсов, не соответствующих требованиям настоящего стандарта, должно быть выбито по три керна, а торцы их должны быть закрашены темно-синей несмываемой краской. 4.9. Допускается дополнительная маркировка несмываемой краской рельсов разных длин, заказываемых для стрелочных переводов и других целей. Форма такой маркировки, цвета красок и места их нанесения на рельсы устанавливаются соглашением потребителя с предприятием-изготовителем. 4.10. Отгружаемые потребителю рельсы, должны сопровождаться документом (актом технической годности рельсов), подписанным представителем предприятия-изготовителя и инспектором МПС, удостоверяющим соответствие рельсов требованиям настоящего стандарта, в котором должно быть указано:
Реклама на сайте: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||
Верхнее строение железнодорожного пути.
|
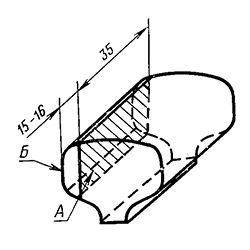 3.11. Пробы для контроля на отсутствие в рельсах местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде строчек-дорожек
3.11. Пробы для контроля на отсутствие в рельсах местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде строчек-дорожек